直杆型是为所有无油衬套准备的通用型产品。需要先设定是通过机械加工还是通过装配调整保证孔位的精度,然后再设定固定方式。
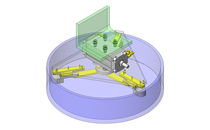
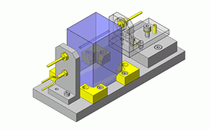
固定方法如图1所示,有通过压装和利用固定板与固定部件接合的方法。压装固定方式主要用于伸入衬套的轴需要旋转的场合。当轴向轴方向移动时,受到固定板和固定部件的阶梯结构所形成的轴向无油衬套的约束,可防止轴从固定孔中脱出。但是部件数量会增加,孔的阶梯结构等可能需要更多加工工时数。此外,作为防止脱落、防止旋转的有效固定方法,还建议与止动螺丝或粘合剂同时使用。
图1.直杆型无油衬套的固定方法
")
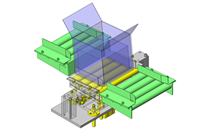
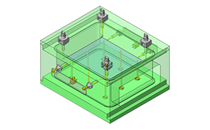
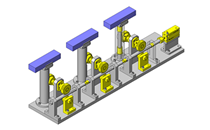
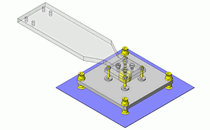
左右两侧放置无油衬套,轴穿过两个孔使轴旋转的结构如图2所示。在这种情况下,将左右固定部件的通孔对齐的思路有如下表1中所示的2种,需根据要制造的设备相应选择其中任意一种方法。
图2.2个无油衬套的使用构造
")
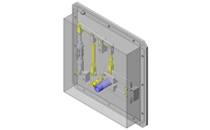
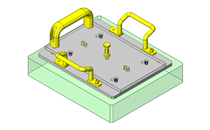
表1.固定方法
构造的思路 | 内容 |
通过机械加工达到指定孔精度的实现方法 | 通过机械加工,将作为左右固定件的无油衬套压装孔加工至达到同轴精度要求。采用这种结构时,可以将左右固定件与底板一体化加工,这样更容易达到精度要求,但由于工时的原因而将底板与左右固定件分离开,通过螺丝将两个部件固定在底板上时,应采用能够利用定位销等确保孔芯同轴精度的结构。 |
通过装配调整达到指定孔精度的实现方法 | 进行将左右固定部件装配到底板上的调节螺丝紧固作业时,应一边利用旋转轴检查孔芯位置,一边进行调节作业。具体来说,应在旋转轴能够顺畅转动的位置拧紧装配调整用螺丝。当采用这种结构时,必须对装配螺丝安装孔的间隙进行调整。 |
|
|
|
|
米思米 | 米思米 | 米思米 | 米思米 |
")
")
")
")
| |||
|
|
|
|
米思米 | 米思米 | 米思米 | 米思米 |
")
")
")
")
关联类别
Ø 自润滑衬套、垫圈
Ø 无油线性滑板
Ø 旋转轴/驱动轴